└ŁĮzÖC└Ł░╬Ń~ŠĆ│÷¼F(xi©żn)ŠĆÅĮŲ½▓ŅĄ─įŁę“┼cĮŌøQĘĮĘ©
└ŁĮzÖCķLŲ┌└Ł░╬Ń~ŠĆĄ─║¾░l(f©Ī)¼F(xi©żn)└Ł░╬│÷Ą─ŠĆÅĮ║═ūŅ│§įOų├Ą─ŠĆÅĮ│÷¼F(xi©żn)Ų½▓ŅŻ¼▀@╩Ū╬ęéā▓╗įĖęŌ┐┤ĄĮĄ─╩┬ŪķĪŻ│÷¼F(xi©żn)▀@ĘNå¢Ņ}Ą─įŁę“╩Ū╩▓├┤─žŻ┐Ž┬├µ╬ęéāüĒę╗³c³cĘų╬÷
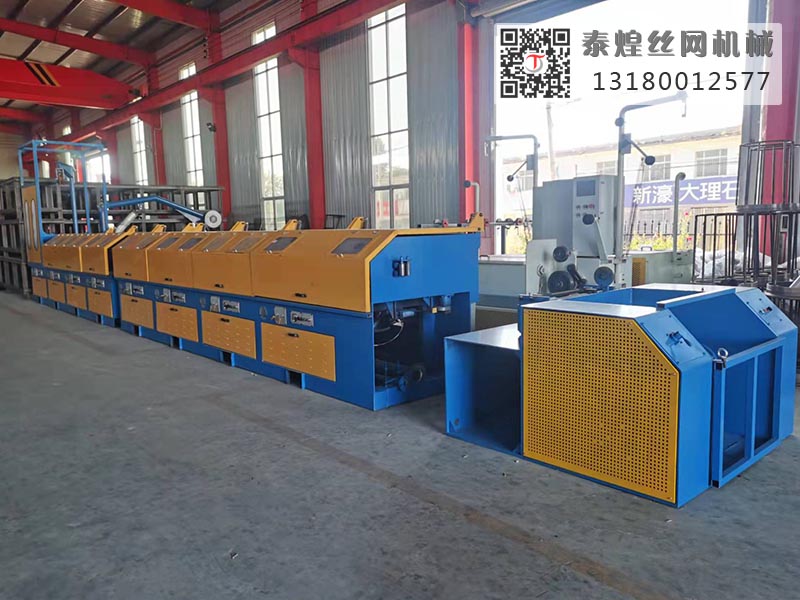
└ŁĮzÖC│÷¼F(xi©żn)└Ł░╬ŠĆÅĮŲ½▓ŅĄ─įŁę“
1. └ŁĮzÖCį┘ķLŲ┌▓╗ķgöÓ╔·«a(ch©Żn)Ż¼└Ł░╬╦┘Č╚║═ūŅ│§Ą─═╦╗╦┘Č╚įņ│╔Ų½▓ŅÅ─Č°ī¦ų┬Ą─ĪŻ
2. ╩šŠĆ▌åĄ─Åł┴”▓╗ĘĆ(w©¦n)Č©ę▓Ģ■ī¦ų┬└Ł░╬ŠĆÅĮĄ─Ų½▓Ņ
3. └ŁĮzÖCÜŌ▒├Ųüå▓╗ĘĆ(w©¦n)Č©Ż¼ÜŌē║Ģr┤¾ĢrąĪę▓Ģ■ę²░l(f©Ī)┤╦ŅÉå¢Ņ}Ą─░l(f©Ī)╔·ĪŻ
Ń~ŠĆį┌└Ł░╬▀^│╠ųąŻ¼═╦╗▌å│÷¼F(xi©żn)ČČäėĢ■ĄĮī¦ų┬Ń~ŠĆį┘Ģr╦╔ĢrŠoĄ─ĀŅæB(t©żi)Ž┬▀Mąą═╦╗Ż¼ļŖ┴„Ģr┤¾ĢrąĪŻ¼Å─Č°ę²░l(f©Ī)Ń~ŠĆį┘═╦╗▌å╔Ž┤“╗Ż¼╩╣Ń~ŠĆĄ─▒Ē├µė╔ė┌╗╗©Ą─ū„ė├Č°ŠĆÅĮ▓╗Š∙ä“ĪŻ
│²┤╦ų«═ŌŻ¼į┌ķLŲ┌╣żū„▀^│╠ųąŻ¼ė╔ė┌Ń~ŠĆ└ŁĮzÖCĄ─ų„ļŖÖC²X▌åŽõķLĢrķg╩╣ė├Ż¼╦∙ę²ŲĄ──źōpå¢Ņ}Ż¼▀@īóĢ■ī¦ų┬└ŁĮzĄ─Č©╦┘▌å╦┘Č╚┼cĀ┐ę²╦┘Č╚ęį╝░╩šŠĆ╦┘Č╚▓╗ŽÓŲź┼õŻ¼Å─Č°ą╬│╔å╬ĮzĄ─└Ł╝ÜĪŻßśī”ė┌▀@śėĄ─å¢Ņ}Ż¼įō╚ń║╬╠Ä└Ē─žŻ┐
ī”ė┌╔Ž╩÷Ą─å¢Ņ}Ż¼╬ęéā┐╔ęį▓╔╚ĪĄ─ĮŌøQ┤ļ╩®×ķŻ║ī”ā”ŠĆŲ„▀Mąą║▄║├Ą─ØÖ╗¼Ż¼▒▄├ŌŲõį┌Ė▀╦┘▀\▐DĢrī”ŠĆįņ│╔Ę┤Ž“Ą──ź▓┴┴”▀MČ°╩╣ŠĆ└Ł╝ÜŻ╗š{(di©żo)š¹║├ŠĆĄ─Åł┴”Ż¼╩╣Ń~ŠĆ└ŁĮzÖC└ŁĮzĄ─ąą│╠╩╝ĮKŠo┘Nė┌═╦╗▌åŻ╗▒ŻūC═╦╗▌åõō╚”Ą─═Ļ║├Ż¼▒▄├Ōę“õō╚”Ą─▒Ē├µ╚▒Ž▌Č°╩╣═╦╗ļŖ┴„▓╗ĘĆ(w©¦n)Č©ĪŻ
ŠĆÅĮŲ½▓ŅĄ─")